Defect finishing sanding process for wood-based panel surface
In the production of wood-based panels, the surface sanding process is indispensable. The quality of sanding quality directly affects sales, and customers are basically "one look, three touches, three dimensional accuracy" when selecting a board. Plates with poor blood quality are naturally not favored by customers and can only be sold at a reduced price. Therefore, all manufacturers attach great importance to this problem. What I want to explain in this paper is how to control the relevant process parameters more scientifically and economically, and increase the defect finishing sanding process to achieve the purpose of reducing costs and improving product qualification rate.
At present, any type of pressboard process in the manufacture of wood-based panels has the phenomenon of causing defects on the surface of the board. In addition to the thickness deviation, the surface of the panel or the strip is not caused by defects, the surface density and the depth of the pre-cured layer are not The phenomenon of flowering caused by uniformity, etc., all of which seriously affect the selling price. For these defects, a common solution in the process is to increase the thickness of the slabs, so that these defects are all sanded out in the sanding process. This kind of solution is indeed effective, but its economic benefits are not necessarily optimal, because in most cases, the defective board does not exceed 5%, and the thickness of the blank board is increased for the 5% defective board. In terms of economic efficiency, it is really uneconomical. Taking 8mm board as an example, the raw material consumption increases by 1.25% for every 0.1 mm increase in blank thickness. On the other hand, the more the thickness is increased, the more the amount of sand is removed, the greater the power consumption, and the worse the smoothness of the board surface, because the hardness of the surface of the conventional wood-based panel after removing the pre-cured layer is The highest, the lower the hardness in the middle, the more difficult the smoothness of the surface after sanding, especially the particle board, the surface fine shavings are sanded off, the quality of the board surface is even worse. Therefore, most manufacturers have not adopted the method of increasing the thickness of the blank board. The problem has not been solved, but the price is sold or the secondary sanding is adopted. Both of these methods have reduced the economic benefits of the enterprise. The concept of the board surface finishing sanding light proposed in this paper is to find a way to improve the economic benefits of enterprises for large enterprises and enterprises with serious surface defects.
First of all, it should be pointed out that the defect-trimmed fine sand is different from the secondary sanding of the general concept. The so-called secondary sanding refers to the second sanding of the board with the surface defects by the same heavy sanding machine as the first sanding. Since the heavy sanding machine is double-sided sanding, the surface defect trimming only needs to sand the single side, thus causing unnecessary waste, and the operation cost of the secondary sanding with the heavy sanding machine is too high, and Because the minimum sanding amount of heavy sanding machine is generally not less than 0.2mm, the minimum sanding amount of the plate with warpage is more than 0.3mm, otherwise the dimensional accuracy is low and the blood of the watch is corrugated, so the secondary sand Light plates are also downgraded, or reduced in size (such as 9mm plate to 8mm), and the defect trimming sand is made of high-precision lightweight single-face sander, which uses high-precision small-diameter sand. The roller is suitable for correcting the thickness of the plate in the case of low sanding amount, and is equipped with a bag type stone grinding pressure pad, which can be automatically raised and lowered to avoid the head and the tail of the plate. The surface of the pressure pad is easy to be refined and thickened, and has a correction. The functions of "taro", "sweeping tail" and "collapse" have the functions of smoothing the surface and removing ripples. When the machine has a sanding amount of less than 0.1mm, the dimensional accuracy and corrugation can be guaranteed. Therefore, the machine that has been trimmed by the machine can be sold not only as a grade and size, but also as a special processing board. Such as single-sided 180# fine sand negative deviation plate is what most panel manufacturers need.
Secondly, increasing the defect trimming process will help to further reduce production costs and improve the quality of the board. In theory, only the pre-cured layer of the board surface must be sanded out in the sanding process, and the other parts that are sanded off are used to correct the thickness of the board. Therefore, the size of the ideal blank board should be the size of the finished board. The size plus the thickness of the pre-cured layer, taking 8mm high-density board as an example, the imported multi-layer laminator, the double-sided pre-cured layer does not exceed 0.7mm, the ideal blank board thickness should be 8.7mm, but the actual production of the blank The thickness of the plate is not less than 9mm and the thickness is 9.5mm. The reason is to ensure a pass rate of more than 95% after one sanding. At present, for multi-lamination machines, the pass rate of 95% for one sanding has reached the world's advanced level, because all manufacturers understand that the production cost to increase the 1% pass rate will increase by more than 1%. Economic benefits will drop significantly. With the increasingly fierce market competition and the continuous decline in sales prices, all manufacturers are looking for ways to reduce the production of wood, and increasing the surface defects of the surface defects is one of the most effective and direct ways. Because of the process of trimming the fine sanding with the surface defects, the size of the blank blank can be appropriately reduced, and it is not necessary to consider the thickness dimension of the gross damaged board which is specifically designed to ensure the 95% pass rate of the primary sanding, thereby effectively Reduced production costs. Taking the above 8mm high-density board as an example, when the thickness of the blank board is not less than 8.8mm, the pass rate of one sanding is not less than 90%, and most of the unqualified 10% are single-sided unqualified, and there are few doubles. For the unqualified panels, most of these unqualified panels are processed into a qualified panel after being processed by the surface defect finishing sanding process, thereby reducing the production of wood by 2.5 and obtaining a pass rate of more than 95%. This estimate does not calculate the equipment investment and the cost of returning the equipment required for the surface defect finishing process. It does not prove its economic feasibility. In the past, the investment and occupied space required to increase the process were not considered. The higher the ratio, the lower the proportion of raw material costs in total costs, makes it unfeasible. Now the situation is very different, the output has increased greatly, and the requirements for the board surface are getting higher and higher. The annual output of many factories is above 100,000 cubic meters. According to the unqualified rate of 5%, the fine sand board needs to be repaired. There are also 5,000 cubic meters, which is equivalent to a small factory in the past. The investment in increasing this process is relatively low. About one type of sanding machine is imported for about 350,000 yuan. The domestic front and rear conveyor tables and vacuuming system are about 100,000 yuan, and the operating cost of sanding a 4x8-foot board is About 0.2-0.3 yuan, and from the unqualified board to qualified board, each difference of at least 3 yuan, more than 10 yuan, in addition, the product's substantial price cuts, so that the proportion of raw materials into the total cost of wood is also relative Improve, therefore, the increase of the surface defects of the finishing sanding process will bring considerable economic benefits to the enterprise.
In addition, most of the wood-based panel production lines that were put into production five years ago were heavy sanders with four sand frames. With the substantial increase in production capacity, its sanding ability has long been unable to meet the requirements, and it is in an overloaded state. This is mainly manifested in the fact that after only one sanding, the sanding belt of 120# is used as the sanding of the rear sanding frame, and the fine sanding belt is used to make the abrasive belt work under the limit sanding capacity state, thus the sanding roller bearing is overburdened. The radial force causes the bearing to have a large gap prematurely, and even the dynamic balance of the sand roller is destroyed. As a result, the vibration of the sanding roller is intensified and the surface of the plate is corrugated. For this type of factory, it is necessary to consider adding a double sand frame heavy-duty sander. It is also possible to increase the surface defect finishing and sanding process. The connection can also be set independently, so that sanding can be considered. The remaining amount, the raw material is reduced into wood, and the sand belt of 100# or less can be used in the rear sand frame to reduce the load of the sand roller and thereby reduce the ripple.
The selection of sanding machines for board surface finish sanding must have the following functions:
1. The height of the conveyor table is constant, and the size of the sand plate is adjusted by the upper frame.
2. It has the function of thickness measurement over the entire width, and can set the amount of sanding. If the sheet is too thick, the upper frame will automatically rise.
The conveyor system stops automatically.
3. The height of the sanding roller and the pressure pad can be precisely adjusted, and it is equipped with a belt thickness compensation adjustment device, which is displayed by scale or meter.
4. Pressure pad self-propelled lifting, digital control "sand head" and "sweeping tail":
| Measurements (m) | can be customized |
| Certificate |
CE,ASTM,ISO14001, ISO18000, ISO9001 Certificate,
and GS certificate from TUV Company of Germany.
|
| Color | Be customized |
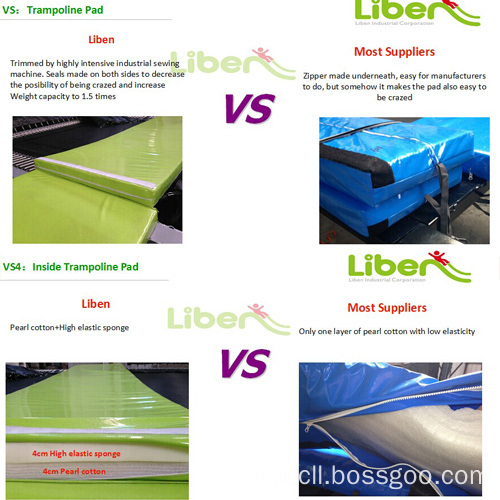
| Materials |
a.Jumping Mat: Imported from United States
b.Foam Pad:EPE, waterproof closed-cell foam, mildew protection, uneasy to lose shape
c.Pad:PVC(500D,500D) fabric
d.Springs:Galvanized steel with good elastic performance
(Different material is available according to your needs)
|
| Advantage |
a.Anti-UV
b.Anti-static
c.Security
d.Environmental protection e.Uneasy to lose shape |
| Function |
1.Can protect children safe when they playing indoor, and let they enjoy the play freely 2.Suitable for improving Children energy and imagination 3.Helping them grow up happily, cleverly, and healthily |
| Installation | Professional CAD instruction, assembly procedure and project case . |
| Age Range | Children and adults |
| Apply to | Amusement park, gymnasium, Kindergarten, Preschool, etc. |
| Packing | Standard export packing |
| Warranty Period | 2 years on mats |
| Remark |
We can design and produce as your requirements |
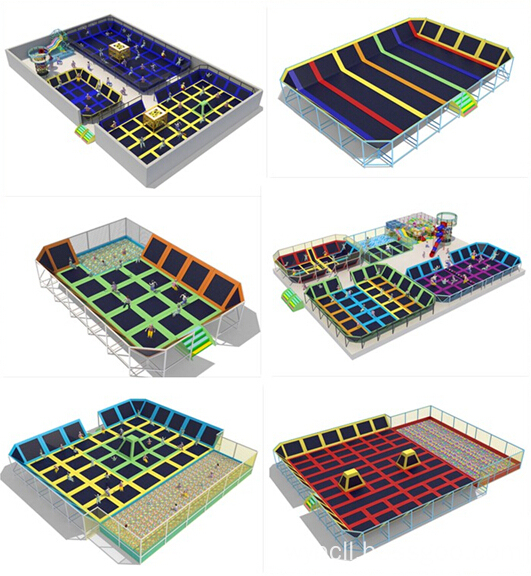





Spider-Man Tower, Children Spider-Man Tower Trampoline, Multilayer Spider-Man Tower Trampoline, Spider-Man Tower Trampoline
Liben Group Corporation , https://www.trampolinearea.com