New theory of volume
New theory of volume
Industry and Trade Joint Venture Xiaogan City Dangerous Goods Metal Packaging Factory Huang Huilin
The barrel or barrel hoop has a rounding process. This process changes the material in the direction of the circumference. The circle shown in Figure 1 is made of a material having a thickness t. Obviously, the difference in length between the inner and outer layers is 2Ï€t. This difference in length can be obtained from variations in bending and can be obtained by Other methods. As long as the difference in length is uniform, a barrel or barrel hoop having a uniform curvature can be produced.
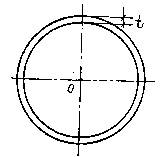
figure 1
Some people think that it is difficult to avoid the front end of the circle. In the discussion below, we will come to a completely different conclusion.
First, a brief analysis of the circle and straight edge
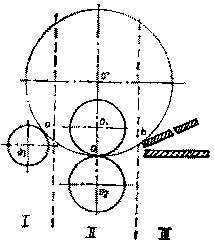
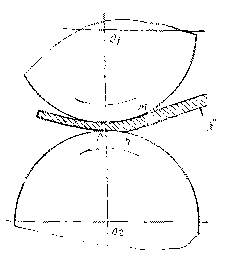
The principle of the circle is shown in Figure 2. When the steel sheet passes through the gap δ of the two forming rolls (or the forming wheel, the same below), the δ should be satisfied to ensure automatic and continuous feeding. A satisfactory result can be obtained by changing the coefficient of friction or the surface linear velocity ratio of the two forming rolls. This will allow a diameter barrel or bucket to correspond to a certain device. If the product variety is large, it is not acceptable. In Fig. 2, the three parts I, II, and III each represent a guide roll (wheel), a forming roll, and a feeder. Due to the limitation of strength or other factors, each has a certain volume and cannot be infinitely close. This makes the front end of the steel plate have a length of AB when it is fed into the steel plate, and the distance of the BC length at the rear end is abruptly changed in force. Straight edge. figure 2 Second, the feasibility of eliminating straight edges Typically the feeder is located on the common tangent of the two forming rolls. Now, if you raise it to a position on the common tangent line, the forming of the steel plate will be affected by both sides, see Figure 20. 1. From a geometric point of view, the steel plate is completely symmetrical with the guide rolls and the feeder (but the height of the feeder port has to be adjusted to the position suitable for the guide rolls). As the steel sheet is fed, the feeder also has a circular effect on it. When the steel sheet is fed into contact with the three parts I, II and III, if the lower forming roll is taken away, the rounding effect of the feeder is more pronounced. At this time, the guide roller is moved along the forming arc downward forming roller. Since this movement is always on the circular arc, it does not affect the forming result, and can be moved to any position before the cutting point O. If moved to the O position, this guide roll is the lower forming roll. Or, in the case where the steel sheet has no distance from the feeder, the guide roller and the lower forming roller may be combined into one. Therefore, there is no guide roller, and the feeder can also be rounded. The guide rolls can be rounded and the feeder can be rounded, but the range of action is different. The range in which they cannot work is ao and ob, respectively, but the parts that cannot be rounded are just within the range in which they can be rounded. As long as the curvature of the two parts is consistent, the curvature of the entire circle is completely uniform. In addition, since the diameter of the coil is only corresponding to the proper position of the guide roller and the feeder, the required diameter can be arbitrarily adjusted, but the minimum diameter should be more than twice the diameter of the forming roller. 2. The case where the steel sheet is thinned and extended is shown in Fig. 3. Between the two fulcrums formed by the guide roller and the feeder, the steel plate has a tendency to bounce upward, that is, the contact force between the steel plate and the upper roller is greater than the contact force with the lower roller. In other cases, the upper surface of the steel sheet is subjected to a large frictional resistance. Since the rolled steel sheet flows backward, the flow areas on the upper and lower surfaces are between the tangent point and the inlet, but the distribution of the frictional resistance area is different. Under the action of the force F generated by the feeder, the steel plate is always close to the upper roller, so the contact distance with the upper roller is large. When the steel sheet is thinned by rolling, the deformation and flow mainly occur near the tangent point O, and are always transferred to the n point and the m point. Since the contact force between the steel plate and the upper roller is large and the contact distance is long, when the flow proceeds to the n point, the lower surface is first in a free state, and a considerable portion is transferred to the lower layer, so that the lower layer extends more than the upper layer. Generally, as the rolling force increases, the effect is more pronounced, and as a result, the uniform extension of the upper and lower surfaces of the steel plate is different. This achieves the conditions required for the rounding, but there is still a part that has to be rolled by the guide rolls. We can sometimes see this. For example, some barrels or barrel hoops need to be re-rounded for some reason. The diameter will decrease again, and the steel sheet at this time is not affected by the feeder and the guide roller, and is purely caused by the thinning extension. image 3 3. The winding circle of the hoop is substantially the same as described above. However, the hoop is mostly in a "U" shape, which is a composite in which a U-shaped groove is formed first and then a circle is formed. Since only the bottom of the U is pressed, the bottom extends evenly in the length direction, and the rest is in a free condition, and a uniform difference can be obtained, which further increases an advantageous condition for the winding of the hoop. Second, the important significance The proportion of open barrels using hoop-type closures in China's small barrels is large. Therefore, the quality of the hoop molding is of great significance for its appearance, ease of handling and sealing. Some manufacturers use the method of sawing off the straight edge to eliminate the straight edge, so as to increase the process and material consumption, the quality is difficult to guarantee. In addition, the small barrel is mostly made of a thin steel plate of ≤0.8mm, with less ribs or corrugations. After the barrel is rounded, the subsequent process (trimming, expansion, and rolling) has a limited shaping effect on the defective barrel, so a good shape must be obtained in the winding process. Other Pet Needle Punching,Oven Production Line,Full Automatic Bread Bakery,Equipment Production Line ZHEJIANG YINFEN GROUP , http://www.yingfengmachinery.com