Initially improving the quality of steel drums
Initially improving the quality of steel drums
Yunnan Qujing Chemical Machinery Factory Luo Weinan
I. Overview
Steel drums are an important metal packaging container. It is the main packaging form of industrial products. In the process of transportation and exchange of industrial products, it plays an important role in its high strength, corrosion resistance, safety and reliability, especially in the export of foreign trade.
According to the data, through the packaging inspection, the problem of the quality and product qualification rate of more than 400 large-scale barrel factories nationwide has been fully exposed. According to the problems exposed by the inspection, with the close cooperation and joint efforts of the production plant, foreign trade and commodity inspection departments, we have carried out effective improvement from the aspects of product structure, manufacturing process and quality management, and have received remarkable results. The quality of steel drums has been significantly improved, thus ending the history of the inability of China to produce Class I dangerous goods packaging. What is remarkable is that China produces steel drums that meet the requirements of Class I of the International Maritime Safety Regulations when the barrel equipment is not advanced. It marks that China's steel barrel sealing technology has entered the international advanced ranks. However, from the perspective of national inspection and certification, there are not many factories that can stably produce Class I steel drums in more than 400 barrel factories across the country. With the rapid development of industrial and agricultural production and the continuous expansion of foreign trade, the demand for steel drums is not increasing, and the quality requirements for steel drums will also increase. Therefore, the overall improvement of the quality of steel drums, and constantly improve the product qualification rate and first-class product rate, reduce leakage has become a system. The problem that the barrel industry is urgently to solve.
The quality of steel drums actually refers to the number of fatal, minor and minor defects. The dangerous type of the product and the eligibility of the product are based on the drop test of different heights of the three parts of the barrel mouth piece, the longitudinal weld seam and the ring seam (hem), the hydraulic test of different hydraulic values, filling, stacking, etc. After the test, the steel drum is judged by leakage or deformation. Of course, a comprehensive test of many other appearance qualities is required. The author was fortunate enough to participate in three national critical inspections. The general experience is that the leakage of the barrel mouth piece and the longitudinal weld seam is easier to solve, but it is also easy to be ignored, and the leakage of the ring seam is not easy to solve. Although many barrel mills have experienced breakthroughs but are unstable after years of exploration, there are still a few factories that have not yet been resolved. To this end, we will talk about some personal opinions and opinions on the issue of comprehensively improving the quality of steel drums for peers to discuss.
Second, barrel mouth lock and longitudinal weld welding
The quality of the mouthpiece also refers to the sealing performance after its lock. Most barrel mills are purchased from outside. According to the "Quality Manual", each batch of barrel mouthpieces and gaskets shall be sampled and inspected according to the sampling rate to determine the processing quality level. The processing quality level of the barrel mouth piece, for the barrel mouth piece after locking. Sealing and interchangeability have a negligible effect. To ensure that after the barrel mouth is locked, after the accidental impact, it still has good sealing performance. Firstly, the diameter of the top of the barrel, the diameter of the through hole punch (D) and the radius of the fillet on the die (r) must be correctly determined. Turning hole height (h1), press step height (h2), see picture la.
When designing, manufacturing and producing the debugging punching and turning die, it is necessary to note that D1≥D (Fig. la, b) is used to achieve a moderate interference fit between the coil and the top turn of the bucket. At the same time, the r value should not be too large. When adjusting the punching stroke, the octagonal rising area should be as clear as possible to ensure that the r value after the turning is consistent with the design value. Otherwise, after the screw is locked, the r value is too poor, so that the gasket can not fill the triangular sealing area and the barrel mouth parts leak after locking. If the above related dimensions are properly matched, the hydraulic test pressure after the screw is locked can reach 0.3-0.5 MPa.
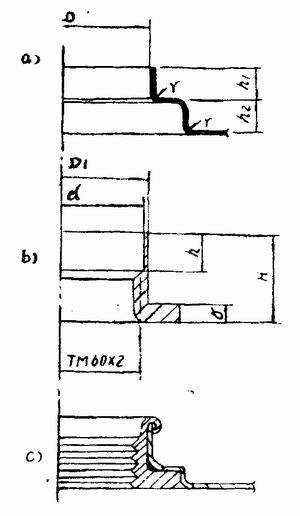
figure 1
In order to ensure that it is in the same sector area as the barrel mouth piece, the curling (drop) is impacted and the barrel mouth piece still has good sealing performance. When stamping up, it must be taken care not to make any of the spiral octagon shaped areas. The diagonal angle coincides with the diameter of the steel drum. This makes sense for the tight mouth seals in steel drums.
Longitudinal seam welding is essentially a matter of pre-weld preparation and operational control.
Prepare before welding. Most barrel mills perform manual or edger edging on the surface of the weld seam of the steel billet before the welding of the longitudinal seam of the barrel (when using domestic welding machine welding, positioning spot welding is still required). At the lap joint, the surface of the steel sheet shall be free of oil, scale and other impurities that cause electrical resistance on the welded surface.
The surface condition of the lap joint directly affects the formation of the nugget, the tightness and stability of the weld. Oxide, oil and other dirt and impurities on the surface of the lap joint will cause an increase in contact resistance during the welding process, and even a local non-conducting area, thereby destroying the normal distribution of current and heat. Poor cleaning can cause defects such as splashes, pores, surface sticking, and burning. Therefore, the most control of the quality of the surface of the lap joint before welding is one of the measures to stabilize the quality of the weld.
Welding control. The weld control includes process control and operational requirements for the lap joint.
For longitudinal seam welding, the lap joint is a prerequisite for obtaining a high quality weld. In the roll circle, the end of the plate inevitably has a straight edge. When welding, this part must have a large overlapping gap, which may weaken and even damage the tightness of the steel plate at the weld, resulting in splashing, over-indentation, burn-through, unstable nugget size, and welding heat influence. Defects such as zone deformation or excessive weld stress, resulting in insufficient weld strength. When used (including inspection), the weld is destroyed by excessive internal stress.
Operational requirements. During the welding process, the supply network voltage, pneumatic system network air pressure, arm temperature and cooling water supply are unlikely to remain stable, and these unavoidable changes will cause changes in welding conditions. Therefore, the welder should pay attention to the welding process:
When the voltage of the power supply network is increased, the surface of the weld bead is too deep, and the electrode is over-fired; otherwise, the size of the nugget is too small, resulting in defects such as incomplete penetration or soldering. Therefore, the power supply voltage must be controlled. Recommended welding data: For welding machines with current stabilizers, the allowable power supply voltage fluctuation range is 380 (+30, -20) V; for welding machines without current stabilizer, the allowable power supply voltage fluctuation range is 380 ( +20,-10)V.
Changes in the air pressure of the pneumatic system also cause fluctuations in the quality of the weld. When the network air pressure is lowered, the electrode pressure is also reduced, resulting in spatters, sticking wheels, shrinkage holes, and cracks.
During the welding process, if the arm temperature exceeds 75 °C, first check whether the secondary circuit resistance of the welder is normal. If the secondary loop resistance of the spot welder and the seam welder exceeds 80 to 100 microohms, respectively, the joint surface of each component of the high voltage resistor section must be carefully cleaned or repaired. It is also necessary to add an appropriate amount of qualified graphite oil to the seam welder to achieve the purpose of stabilizing the welding current. Of course, there may be other failures in the welder.
The cooling water required for welding should be sufficient and clean. Of course, it is better to be soft water. In the soft water mark, the possibility of clogging the water pipe due to scaling is small. However, due to the large amount of water used, it is still unreasonable economically to use only circulating water supply. When the flow rate and pressure of the external cooling water of the welder change, the nugget shift or the fluctuation of the weld quality may still occur.
In the welding process, generally speaking, the welding parameters shall be subjected to the evaluated process parameters and shall not be arbitrarily adjusted. If it is necessary to adjust, it is advisable to adjust the heat parameters.
In addition to the above requirements, the welding position of either spot welding or seam welding in the welding shall be at the center of the lap width and shall have appropriate margins. If the solder joint or weld is pressed to the edge of the lap, the indentation is too deep or cracks occur at the edge of the material. Between the billet and the welder, in addition to the weld (dot), the billet is not allowed to come into contact with any other part of the welder to avoid shunting or burning the billet; at the same time, it should be avoided during the welding process. If the weld is interrupted, if the interruption occurs, it must be ensured that the overlap length of the weld is not less than 15 mm.
Third, the ring seam
Through years of packaging inspection, the quality of the seal of the ring seam has been greatly improved compared with the previous one. However, due to the fact that some factories in China still use rectangular curling, and some factories use other shapes of curling, the sealing quality of the ring seam is uneven, and there is still a long way to go from the requirements of the International Maritime Dangerous Regulations.
The quality inspection of the circumferential seam is the air tightness test, the hydraulic test and the drop test. Among the three tests, the diagonal drop test was the most destructive. The curling quality is slightly poor and it is difficult to pass. Therefore, the atmospheric force is used to study the curling form, the forming mechanism, the width of the billet flange, the width of the bottom cover punching edge, the bottom cover tensile boss taper, the inner diameter of the barrel blank and the bottom cover boss, and the size of the sealing wheel groove. And the geometry of the wheel groove profile is the key to improving the quality of the steel drum. Judging from the results of many national steel drum inspections and Yunnan Provincial Industrial Product Quality Testing Center for the supervision of yellow phosphorus barrels in the province, the most effective way to quickly solve the leakage of the ring seams and reduce leakage is to Research and extensive use of arc-type crimping production processes.
Crimping force analysis. The quality of the steel drum is as described above, based on whether it has fatal defects and minor defects and general defects. Regardless of the mode of transport, steel drums are inevitably subjected to multiple shocks throughout the transportation and exchange of packaged products. Therefore, the steel drum has no fatal defects, indicating that its impact resistance is high or high. As also mentioned above, the most effective way to check the impact resistance of steel drums is the diagonal drop.
Earlier, the author has been in contact with the production of traditional rectangular rolled steel drums. After several drop tests, the 200-liter steel drum dropped to a height of only 1.2 meters, and the results generally showed micro-leakage. In recent years, our factory has carried out repeated research and experiments on the arc-shaped crimping process and achieved success. For the first time, the 200-liter steel drum broke the high 3.2-meter drop test and the puncture did not leak. The round crimping process has now been fully adopted. According to the requirements of the International Maritime Dangerous Regulations, the 150-liter yellow-phosphorus barrel has a drop height of 2.7 meters. After many national inspections and the Yunnan Provincial Product Quality Testing Center, its anti-risk ability indicators are maintained in Class I. In August last year, at the same time as the inspection of yellow phosphorus barrels, at the request of Yunnan Metals and Minerals Co., Ltd., it was presided over by Yunnan and South Commercial Inspection Inspectors, and the hot-rolled sheet of yellow phosphorus barrels (domestic sales) was used for the ultra-high (4.25 m) diagonal drop. Test, open the lid to check for no leakage.
Fourth, the barrel blanking edge, the bottom cover punching edge and the sealing wheel design
When the 200-liter steel drum is rounded, the width of the blank is about 14-15 mm, and the width of the bottom cover (flange) is about 28 mm to meet the process requirements. When the above dimensions are δ ≥ 1.2 mm, the requirements for round curling cannot be satisfied.
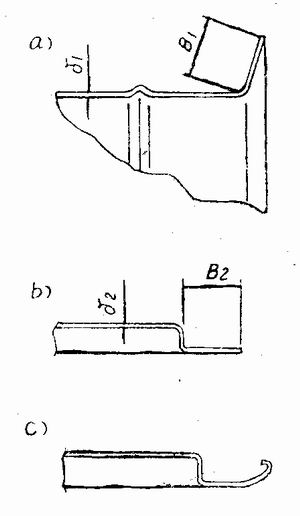
figure 2
There are five layers and seven layers on the round side. How many layers are reasonable? But surely the seven layers are better than the fifth. Practice has proved that as long as the process size is reasonable, the size of the winding wheel groove and the contour of the contour are ideal, and the quality of the five layers is also reliable. Generally speaking, the five-layer round edge process, the width of the barrel blank should be greater than 17 mm, and the width of the bottom cover should be greater than 30 mm. The seven-layer edge is larger than the above size (Figure 2). Whether it is seven or five layers, once the width of the edge and the width of the edge are determined, the tightness of the bead depends on how the radius of the first and second winding grooves R1, R2 and the geometry of the groove profile are calculated. The radius of the winding wheel groove is considered to be approximated by the following formula, and is appropriately corrected according to the experimental section analysis for reference.
R2=√[B1δ1+(B2-δ1)×δ2/0.7854]/2
R1=KR2
In the formula:
R1 - the radius of the first winding groove (mm);
R2 - the radius of the second winding groove (mm);
B1 - the width of the barrel (mm);
B2——the width of the bottom cover punching edge (mm);
Δ1——the nominal thickness of the barrel bad board (mm);
Δ2——the nominal thickness of the barrel cover (mm);
K - coefficient (K = 1.05-1.10).
After the size of the wheel groove is determined, in order to ensure the tightness of the bead, the geometry of the first and second wheel groove profiles should be further studied. Many factories are determined by experience to a considerable extent. For example, it is a fishing hook and so on. The advantage of this method is simplicity. Since the prototype is made by experience, in the process of making the template, it is inevitable to have accidental errors from various aspects and systematic errors and measurement errors caused by the machine tool during the groove processing. Especially when the sample has no inspection standard, the cumulative error will be large. Therefore, the shape of the groove profile processed in various places will be inconsistent, and the quality of each round of curling will be different, and the quality of the curling edge is difficult to stabilize. In order to ensure stable and controlled curl quality, the shape of the groove profile of each processing is guaranteed. The author believes that the shape of the groove profile should be described (represented) in mathematical form. Only in this way can the shape of the processing wheel groove be consistent (ie stable and accurate).
The forming mechanism of a rolled-up wheel groove should be to ensure that the bottom cover edge and the edge of the barrel blank are rotated (wound) around a certain center when 1 division, and leave the center according to a certain rule due to the increase of the rotation angle. The distance from the center is proportional to the change in the angle of the center of the movement of one or any of the moving points on the material. This forming mechanism is exactly the definition of the Archimedes vortex (hereinafter referred to as the vortex). Thus one. The geometry of the groove profile should be a vortex; the function of the two wheels is to correct the geometric center position of the bead and further promote the tighter fit of the beading layer to ensure that the final actual size of the bead is a=b (see figure 3). When the steel drum is accidentally dropped, its impact resistance can ensure that no part of the bead is leaking.
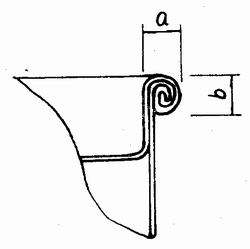
image 3
V. Pre-rolling, spraying and crimping quality
To the volume. In the production of rectangular sides, the bottom cover is generally not required to be rolled. However, after the round crimping process, the edge-cutting analysis of the pre-rolled and un-rolled rolls of the same process size proved that there was a void in the center of the curling edge that was not pre-rolled. The lap joint end of the barrel blank and the outer edge of the bottom cover are not effective; the curled edge of the pre-rolled layer is dense, the center hole is small and filled with sealing glue, and the end lap joint effect is good as shown in Fig. 4.
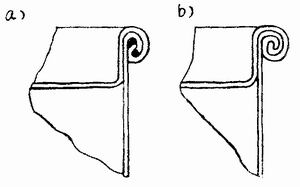
Figure 4
It can be seen from the figure that the quality of the curling edge mainly depends on the fit and compaction of the layer of the wound layer and the overlapping effect of the end of the barrel and the outer edge of the bottom cover. However, the radius of curvature of the curled center roll layer is much smaller than the minimum radius of curvature of the first roll. If, during the sealing process, only one wheel is used to push the edge and the edge of the punching edge, it is unlikely to be achieved because the wheel has no guide surface with such a small radius of curvature. Moreover, in the process of shallow drawing, the slanting compressive stress of the bottom cover has been thickened. At the same time, during the sealing process, the edge of the plate and the edge of the punch are still subjected to the compressive stress, and the material participating in the seal has a large tendency to cold work hardening, and the strength of the plastic reduction is improved, so the punch is not directly injected. Sealing is impossible to get a center roll layer with a smaller radius. It can be seen that the bottom cover is flushed, whether it is pre-rolled, and the size and profile shape of the pre-roller groove are very important for the quality of the seal. For this reason, if a round crimping process is used, the bottom cover should be pre-rolled before sealing.
Pre-rolling equipment. It comes down to the special pre-roller, the pre-rolling machine and the multi-purpose pre-roller modified with the renewed reeling machine. As with the seal, the quality of the pre-roll is not only related to the performance of the pre-roller, but more importantly, it depends on the radius of the groove, the shape of the profile, the minimum radius and the radius of curvature of the guide surface. The above dimensions are reasonable in design and high in processing precision, which not only ensures good lamination and compactness, but also improves the stress condition of the crimping mechanism and promotes the improvement of the quality of the curling.
Spray glue. In the traditional rectangular edge production, many factories use brown sugar bone glue as the sealing glue between the layers. Due to the unstable physical and chemical properties of brown sugar bone rubber, it was gradually eliminated after implementing the International Maritime Dangerous Regulations. There are many types of sealing glue, no matter which kind of sealing glue is used, it should meet the requirements of cold resistance, heat resistance, aging resistance and chemical stability.
Sealing glue is undoubtedly a complement to the rigid sealing of the crimp. The crimping is a note seal formed by rolling a multi-layer steel sheet. Both the bottom cover and the barrel blank have unavoidable thickness and material non-uniformity. In the deep drawing, due to the uneven distribution of the blanking force of the bottom cover and the shearing shear stress of the punching edge, the thickening of the punching edge is caused, which is inevitably unevenly distributed, and even the partial punching of the punching edge is caused. The barrel body is thinned due to the unevenness of the material thickness and the unevenness of the material. The above-mentioned quality defects will lead to the unevenness of the layer level and the micro-layer gap in the sealing, thereby impairing the sealing performance of the bead. Whether the above analysis can be said: the use of elastic materials to fill the small holes in the center of the coil layer can not only improve the sealing quality of the curling edge, but also when the steel drum encounters an accidental fall, the rigid impact changes to a rigid elastic shock to some extent. Thereby improving the safety of the steel drum.
Spraying of the sealant. Spraying is generally carried out on a sprayer. When the pre-rolling (spraying) machine is used, the glue is borrowed from the inertia of the roll flange when the roll is stopped, so that the glue is filled in the arc groove of the pre-rolled edge by the centrifugal force. Due to the narrowness of the circular arc groove, it is not easy to fully feed the glue, which often causes local defects such as rubber or pores. When the centrifugal force is large, the glue is more significant, so the spray is divided into two times. Under normal climatic conditions, when the first rubber has been basically cured, the rubber and pores are lacking in glue due to shrinkage, and at this time, the coating is applied (ie, the second coating). When recoating, in addition to paying attention to filling the glue in the lack of glue, it is necessary to apply a thin layer of glue of about 0.1 to 0.15 mm on the inner surface of all the edges, and then the bottom cover can be put into the seal (sealing) The make-up coating on the edge of the front bottom cover should not be completely dry. When it is completely dried, it will cause leakage of the curled edge.
Sixth, the conclusion
In recent years, the number of factories in China's steel drum industry using round crimping technology has been increasing, and the number of products whose product quality has reached the International Maritime Dangerous Regulations has also increased. In addition to marking that China's steel barrel sealing technology has entered the international advanced ranks, but this is only the beginning, and the pace of advancement is not unpleasant. In order to comprehensively improve the quality of steel drums, accelerate the pace of advancement, and narrow the distance from the international advanced level, it is necessary to strengthen technical exchanges and cooperation within the industry. To this end, propose a superficial understanding for peers to discuss Q
Travel Laptop Bag,Laptop Bag,Zipper Computer Bag,Multifunctional Business Bag, Dry and wet separation bag
Dongguan Jinying Handbags Co.,Ltd , https://www.jinyingbag.com